
服务热线:18630187848
服务热线:18630187848

电 话:0311-87732100
传 真:0311-87732100
手 机:18630187848
网 址:www.sjzhpfz.com
地 址:石家庄市新华区大安舍
粗纱的定量根据细纱机牵伸能力,纺纱号数,产品质量来确定,其中主要依据纺纱号数。湖北连接板在喂入棉条定量与粗纱定量不变的情况下,后牵伸倍数越大,粗纱条干越差,因此,在主牵伸区工艺条件较好时,后牵伸倍数应偏小掌握。对三上四下牵伸形式来说,由于后区第三罗拉上存在反包围弧,当熟条定量较轻时,后区牵伸倍数也宜偏小掌握,一般 1.17 倍~1.36 倍。采用大卷装高粗纱机时,锭速可达 1000r/min~1500r/min,粗纱定量不宜过轻,否则会增大意外牵伸导致粗、细纱断头增多,生活难做。连接板厂家当纤维长、整齐度好、细度细时,捻度数应小,反之应大,粗纱具有捻度,才能够承受卷绕及退绕中的张力,且有利于细纱后区牵伸对纤维的控制。

1.要使粗纱顺利地卷绕到粗纱管上去,纱管的卷绕速度必须略大于前罗拉输出纱条的速度。湖北连接板2.按纺纱质量的要求,一般大伸长率,不超过3%,同一机台大小纱间、前后排间及同品种机台与机台之间的伸长差异,均应控制在 1.5%以下为宜。3.小纱从起绕点到筒管下部卷绕第二层时,纱条可稍有抖动,但以不起浪头为宜。4.粗纱张力的大小,差异及其不匀会影响粗纱的条干不匀率和重量不匀率,是影响粗纱质量的重要指标,故要严格加以控制。连接板厂家5.当张力差异较大时,粗纱重量不匀率明显增加,一般应控制在 1.0%以内。

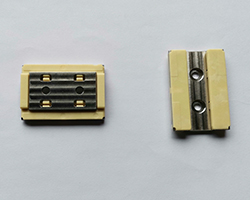
推出的一款针对纺织机械配件等小五金零件加工的新型零点快换夹具,在一定程度上缓解了上述行业难题。湖北连接板使用方法:1、在生产车间线下的装配区域,通过装配台,由专项装配人员将即将要加工的零件通过螺丝装配到工装夹具的“子夹具”上。2、装配好的“子夹具”集装到“集装篮”。3、集装篮集装到送料推车上连接板厂家4、送料车由操作人员推到生产线区域,巡视产线上完成加工的机床,将装配好的“子夹具”模块与机床上加工好的“子夹具”模块互换,打开夹紧开关,气动夹紧机构自动将“子夹具”定位并夹紧到机床上的“夹具母体”上,实现快速换料。
牵伸力与牵伸倍数的关系:当牵伸倍数等于 1 时,纤维间没有相对运动,牵伸力等于 0。湖北连接板牵伸力与喂入粗纱捻度的关系,喂入粗纱捻度大,则牵伸力也大,当牵伸倍数低时,不同捻度粗纱的牵伸力比较接近。牵伸力与罗拉隔距的关系:当罗拉隔距很大时,减少一些几乎没影响,如继续缩小,牵伸力就逐渐增加。牵伸力与须条密集程度的关系:如在牵伸区中增加纱条的密集程度,牵伸力将随之增大。牵伸力与纤维细度、长度和伸直度的关系:当纤维细而长时,则因纤维间摩擦阻力大,牵伸力增大。与车间相对湿度关系。连接板厂家相对湿度在 35%~75%范围内每增加 10%,牵伸力增加 8%,当相对湿度极高时,则有硬头出现。

